COMBER
|
Combing process removes predetermined level of short fibres from the group of cotton fibres.
Shortcomings of the Combing Process :
Operations in combing process : Elimination of a precisely predetermined quantity of short fibers.Elimination of short fibers improves the staple length of the combed cotton. This also results in improving the finess of raw material. The short fibres removed in the combing process is called as “noils”. It is usually referred as a percentage of the total amount of material feed to the comber. Noil percentage = (Weight of noil produced / Total weight of cotton fed) x 100 Elimination of the remaining impurities.Although most of the larger and finer trash particles and foreign already removed in the blow room and carding operations, still some fine dust particles are found to present in the carded slivers. The combing operation involves fibre treatment almost to individual fibre state. There is fibre-to-fibre rubbing and action of combing needles on the surface of fibres. These actions enable the release of fine dust particles still adhering on to the fibre surface. Elimination of neps in the fiber material.Most of the neps which are already present in the bale cotton and those which are introduced in the blow room operations are supposed to be removed in the carding operation. Due to improper settings and conditions in the carding operation, some of the neps still remain in the carded sliver. In the combing process, these neps get either removed or straightened due to the action of the combing needles or inter fibre rubbing and sliding. Formation of sliver having maximum possible fibre parallization. It should also be noted that combing increases the parallelization of the fibers, but this is a side-effect which is not always an advantage. The high degree of parallelization might reduce inter-fiber adhesion in the sliver to such an extent that the fibers slide apart, e.g. while being pulled out of the can – i.e., sliver breaks or false drafts might be caused. QUITE A NUMBER OF DIFFERENT TYPES OF COMBER ARE AVAILABLE, INCLUDING:
|
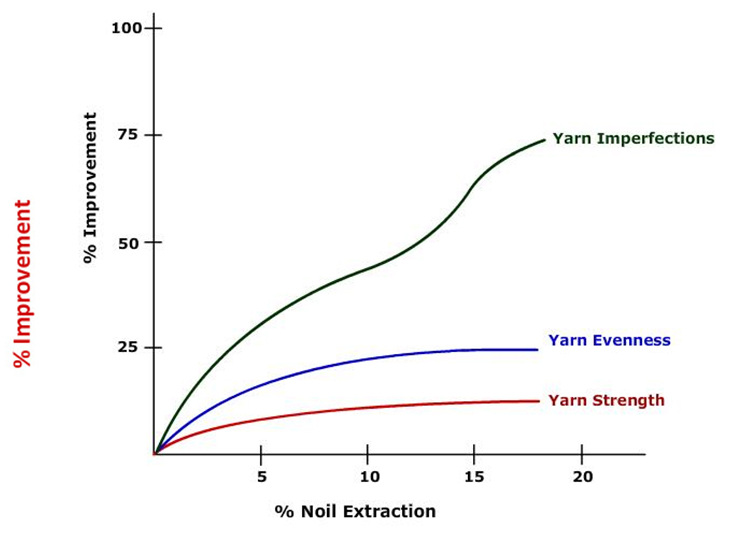
Evenness
As the fibres are more parallel, further drafting in post comber drawing, fly frame and ring frame will introduce less unevenness. Strength More parallel fibres contribute better to the strength of yarn as there will be less fibre entanglements and disorientation of fibres in the yarn. Cleanness The high level of parallization is brought by inter-fibre rubbing and sliding which releases the finer dust particles still adhering on the fibre surface. Smoothness The fibres which are arranged in a highly parallel configuration give smooth surface as opposed to fibres arranged in a less parallel or randomVisual appearance In the combing process, the short fibres are removed and the remaining longer fibres are brought to more parallel arrangement which provides more uniform appearance for the fabric as the hairs are reduced to significant levels. |
- Introduction
- Technology of combing
- The noil extraction theory
- Derivation according to Gégauff
- The quality of the combing operation in forward and backward feeding
- The influence of machine components and settings on combing
- Preparation of the stock for combing
- The comber
- Outline
- The feed
- The nipper assembly
- The comb
- Take-off of material
- The drafting arrangement
- Coiling the sliver
- Waste removal
- Machine data
- The Saco Lowell double-sided comber
- Automation in the combing section
- Number of drawframe passages
- Upgrading of raw material
